Merci de votre visite
Cette machine a été vendue récemment. Explorez des machines similaires disponibles ou envoyez-nous une demande.
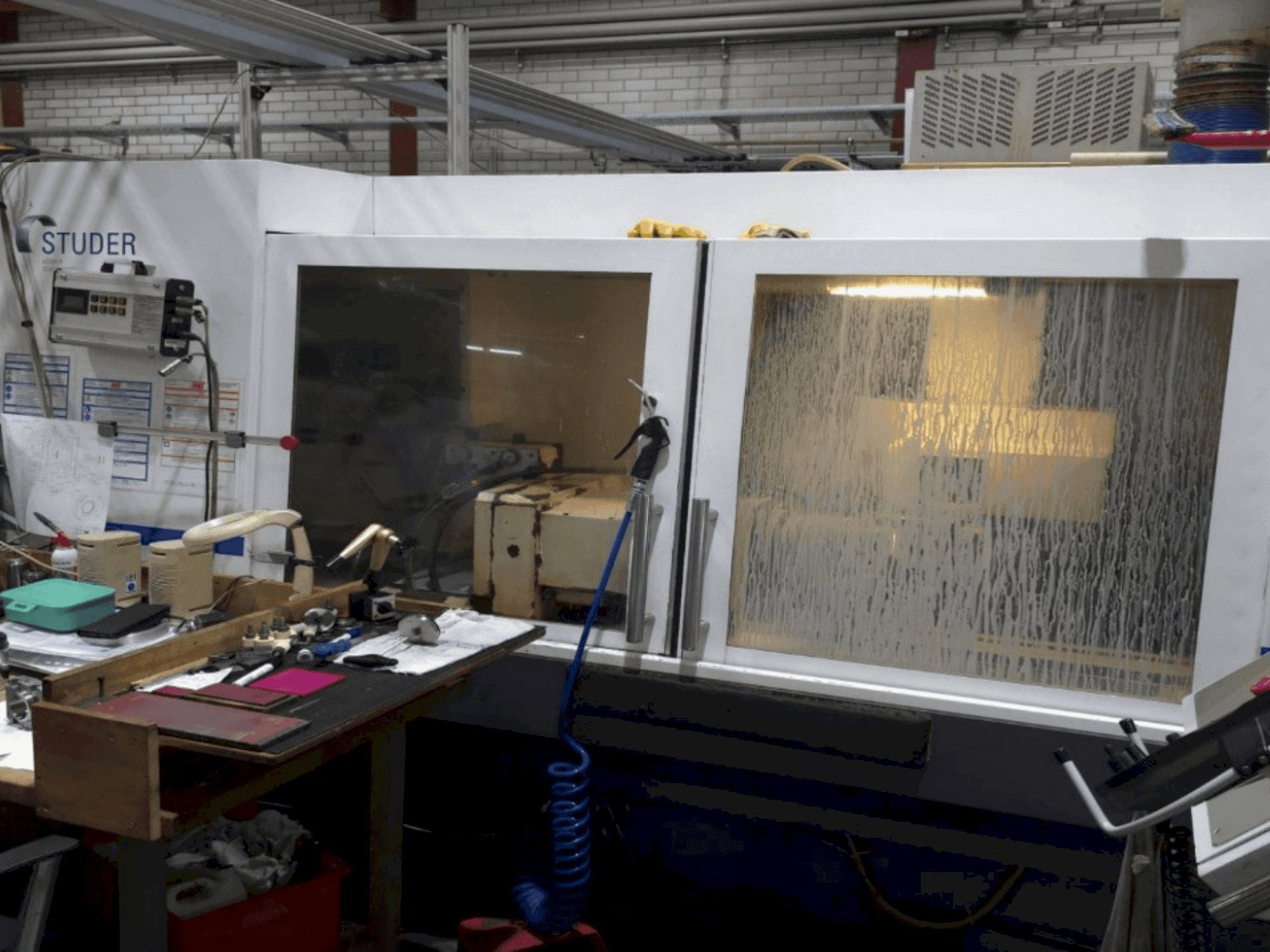
STUDER - S31DE-GRI-STU-2008-00001
Vous avez d'autres questions ? N'hésitez pas à nous contacter.

Borja Garcia
+34 679 019 350
b.garcia@gindumac.com
- GINDUMAC
- Produits
- Machines-outils
- ➤ STUDER S31 d'occasion à vendre | gindumac.com
Cette STUDER S31 a été fabriquée en 2008. Il s'agit d'une rectifieuse cylindrique équipée d'un système de commande GE Fanuc série 21-TB. Elle a accumulé 47 099 heures de fonctionnement, la broche ayant fonctionné pendant 25 500 heures. Considérez l'opportunité d'acheter cette rectifieuse cylindrique STUDER S31. Contactez-nous pour plus d'informations sur cette machine.
Vue d'ensemble
- marque: STUDER
- année: 2008
- MODÈLE: S31
- heures de production: 47099
- type d'application: Broyage
- Emplacement: Allemagne
- type de machine: Rectifieuse Cylindrique
Informations techniques - STUDER S31
Mouvement
- Nombre d’axes: 2
Informations supplémentaires
Équipement supplémentaire
Convertisseur de fréquence actualisé / Convertisseur de fréquence remplacé
Avantages de la machine
Avantages techniques de la machine
Contrôleur : ge fanuc series 21-tb
Fuite de la cuve
Fuite du réservoir
Pas de filtre à courroie pour le liquide de refroidissement
Informations supplémentaires
Axe transversal X et axe longitudinal Z :
Axe transversal X (axe NC) 0°, entraîné par un servomoteur CA et une vis à billes.
et vis à billes. Course de 280 mm. Avance programmable de 0,001 à 5 000 mm/min.
Axe longitudinal Z (axe NC). Entraîné par un servomoteur CA et une vis à billes. Course
1150 mm. Vitesse d'avance programmable
0,001-10 000 mm/min.
Système de mesure directe sur l'axe X
Résolution 0,0001 mm (système de mesure linéaire, absolu,
ne nécessite pas de déplacement du point de référence)
Système de mesure directe sur l'axe Z
Résolution 0,0001 mm (linéaire, système de mesure absolu,
ne nécessite pas de déplacement du point de référence)
Interface de mesure pour les systèmes de mesure directe
Tête de roue
Tête de roue à tourelle U universelle, pivotante
Axe de pivotement automatique de la tête de la roue (axe B)
pour le pivotement de la tête de roue.
Engrenage Hirth 1° par rapport à l'axe de pivotement de la tête de roue. Angle de pivotement de -15° à +195°.
Capot de sécurité en position 1, à gauche Ø 500mm
pour meulage extérieur pour meules Ø 500x63mm F1
(80mm F5)
Capot de sécurité en position 2, droite Ø 500mm
pour meulage extérieur pour meules Ø 500x63mm F1
(80mm F5)
Informations générales concernant le capot de sécurité en position 2 :
La longueur de meulage du côté droit est réduite en position de pivotement de la tête de meulage.
dans la position de pivotement de la tête de meulage. 300° d'environ 30%
Dispositif de rectification intérieure pour broches à haute fréquence
Ø 120mm en position 3, câble de raccordement inclus
pour le raccordement de broches de rectification intérieure Ø 120mm selon
selon les spécifications Studer suivantes :
-- Raccords de lubrification enfichables pour diamètres de tuyaux
4mm
-- Raccords enfichables pour le liquide de refroidissement pour l'aller et le retour
avec des diamètres de tuyaux
10mm (les raccords enfichables côté broche et côté tuyau sont inclus dans la livraison de la broche)
-- Avec connexions électriques selon le schéma de connexion
Codification de la broche de meulage intérieur
Le palier fixe de la broche moteur 1 se trouve à droite
à la position de l'outil 2
Vitesse de coupe de la broche moteur 1
programmable jusqu'à max. 50m/s
Pour les motobroches avec un max. n = 3200rpm, 50m/s est
seulement possible avec des diamètres de meule >300mm possible
Equipement de rectification intérieure HF pour broches Fischer avec lubrification huile-air
Informations générales sur les marques de broches HF :
Différentes marques de broches avec lubrification huile-air ne peuvent pas être utilisées sur une même machine.
-- Le nombre de raccords de lubrification doit correspondre aux broches
dans les accessoires.
-- Il n'est pas possible d'utiliser des broches avec un nombre différent de raccords de lubrification par position d'outil.
Unité de maintenance pour la lubrification huile-air des broches de rectification intérieure.
La quantité de lubrifiant peut être programmée en fonction de la broche dans la commande CNC.
Purge d'air pour les broches HF lorsque l'air comprimé de la machine est utilisé (sur la vanne pneumatique principale).
Tête de travail à mandrin avec roulements à rouleaux, cône ISO 50, montage externe cylindrique sur le nez de la broche
nez de broche Ø 110 mm, alésage de broche Ø 50 mm.
Verrouillage manuel de la broche sans surveillance.
Possibilité de montage d'un capteur de bague de rectification
Informations générales sur la tête de travail du mandrin :
Pour la rectification sous tension ou la rectification extérieure avec centre tournant.
Correction manuelle de la cylindricité sur la tête de travail
Précision de concentricité d'au moins 0,0004 mm
Axe C standard
pour le chargement des pièces et l'arrêt en position circonférentielle
(Précision +/-0,5°) pour le changement de pièce
Axe C standard ; pour la rectification de formes,
pour la rectification de formes, un axe C de haute précision est généralement nécessaire
Entraînement de la pièce 3 kW avec servomoteur AC
Plage de vitesse 1-1000 tr/min
Vitesse de marche par à-coups 1-50 tr/min
Levage pneumatique pour un déplacement sans effort
de la tête de travail pendant l'installation
2909914-E
Contrôle pneumatique et surveillance de la pression des copeaux
Interface électrique 1 pour le dressage rotatif
L'interface électrique 1 pour l'habillage rotatif permet d'obtenir une puissance d'entraînement maximale de 3 kW.
Permet des vitesses programmables de 10 à 100 % de la vitesse nominale de la broche, en fonction de la broche.
de la vitesse nominale de la broche, en fonction de la broche, dans la même direction que la meule ou dans la direction opposée.
Panneau de commande et armoire de contrôle reliés en permanence à
la machine
Unité de climatisation pour l'armoire de commande
Informations générales sur le refroidissement de l'armoire de commande :
A température ambiante. Un climatiseur est nécessaire pour les températures supérieures à 30°C.
Tension de raccordement : 400 volts +/-10%
Fréquence du réseau : 50 Hz +/-1 Hz
Ligne : 4 fils (L1, L2, L3 / PE) ou 5 fils (L1, L2, L3 / N / PE)
Tension de commande interne : 24 volts DC
Contrôleur CNC Fanuc 21i-TB avec :
-- écran plat couleur actif de 10,4 pouces
-- Contrôleur PLC intégré
-- communicateur Studer et système de bus ASI
Mémoire utilisateur pour le contrôleur CNC : 128 kB,
Mémoire de programme : 200
-- Le Fanuc 21i-TB ne supporte que des tailles de mémoire utilisateur jusqu'à 512 kB.
Unité d'opérateur portable : Terminal Studer PCU
avec écran LCD, clavier, manivelle électronique,
bouton d'annulation et d'autorisation
Compteur d'heures de fonctionnement, plage de 0 à 99 999 heures
Détection électronique d'accostage avec Dittel AE 4100-1
composé de :
-- Panneau frontal avec écran LCD pour l'affichage
la courbe du signal
-- 4 entrées pour la détection d'amarrage avec des capteurs
avec des capteurs passifs, un seul capteur pouvant être
peut être évalué à la fois
*Il peut y avoir des différences entre les données indiquées et les valeurs réelles, ce qui doit être confirmé par le représentant des ventes.
Borja Garcia
Conditions de paiement
Paiement à l'avance
Financement d'actifs